电梯钢结构施工工艺是确保电梯结构安全、稳定与美观的关键步骤。该工艺包括以下主要步骤:进行详细的设计规划,确定电梯的尺寸和功能要求;选择合适的材料并按照设计图纸进行加工制作,包括钢板、型钢等;进行焊接工作,确保各部件连接牢固且无缺陷;进行钢结构的组装和安装,这包括吊装、定位及固定各个部件;对整体结构进行检验和调试,确保其满足使用要求。整个流程需要严格遵守相关标准和规范,以确保电梯的安全运行和使用寿命。
电梯的钢结构施工工艺主要包括以下几个步骤:
1. 施工准备
- 技术准备:
- 审查设计文件是否齐全合理,符合国家标准。
- 设计文件需经过设计、校对、审核人员签字,设计院盖章,建设部门存档,监理单位核对,并由施工单位和建设单位会审签字。
- 核对施工图中钢结构的分段是否满足现场起重能力和运输条件。
- 编制材料采购计划和构件详图设计。
- 制定钢结构的加工工艺方案,并经公司总工程师审核,发包单位代表或监理工程师批准后实施。
- 材料准备:
- 钢结构主材和附材全部采用Q235号钢制作,钢材采购的数量和品种应与订货合同相符。
- 涂料、稀释剂等产品的技术性能和颜色应符合设计要求。
- 钢构件应按结构的编号分类存放,避免混淆。
2. 材料进场与施工准备
- 材料进场:
- 所有材料进场后,应进行质量检查,确保符合设计要求。
- 材料应按指定位置堆放,避免变形和损坏。
- 施工准备:
- 准备必要的机械设备和工具,如电钻、气割机、电焊机、垃圾清理车、卷扬机、灭火器、导链等。
- 搭设简易操作平台,确保施工安全。
3. 测量放线
- 测量放线:
- 严格按照施工图纸和设计要求弹好墙体位置、螺栓孔位置、钢板和槽钢位置线。
- 每三层复测一次,减少测量误差。
4. 槽钢和钢板加工
- 加工:
- 槽钢和钢板应根据实际尺寸制作,螺栓孔按图示方法加工。
- 钢材表面用磨光机打磨,除去表面杂质、铁锈、油渍等物,喷或刷防锈漆三遍。
5. 焊接
- 焊接材料选择:
- 焊接材料应根据施工图的要求选用,并具有质量证明书或检验报告。
- 各种焊条应按不同类别、型号或牌号分别存放,存放焊材的仓库要求通风良好、干燥。
- 焊接工艺:
- 施焊前应复查装配质量和焊区的处理状况,当不符合要求时,应修整合格后方可施焊。
- 对接接头、自动焊角接接头及要求全熔透的焊缝,应在焊道的两端设置引弧和引出板,其材质和坡口形式应与焊件相同。
- 引弧应在焊道处,不得擦伤母材。
- 焊接时的起落弧点距焊缝端部宜大于10mm,弧坑应填满。
- 多层焊接宜连续施焊,注意各层间清理和检查,有缺陷要及时清除后再焊。
- 焊缝出现裂纹时要查清原因,订出返修工艺后再处理。
- 焊缝的返修应按返修工艺进行,同一部位的返修次数不宜超过两次。
- 雨雪天气时不得露天焊接。在四级以上风力下焊接,应采取防风措施。
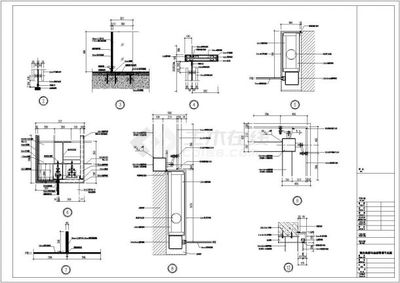
6. 安装
- 受力骨架安装:
- 将受力骨架焊接于钢结构建筑的楼板上。
- 受力骨架包括构造柱和圈梁,构造柱焊接于楼板上,圈梁焊接于构造柱上。
- 砌体砌筑:
- 受力骨架焊接完成后,进行砌体砌筑。
- 砌体应砌筑于受力骨架内,确保结构稳定。
- 电梯安装:
- 将支架焊接于圈梁上。
- 安装轨道于支架上。
- 安装轿厢和对重于轨道上。
- 轿厢导靴安装于轿厢轨道上,对重导靴安装于对重轨道上。
7. 防腐处理
- 防腐处理:
- 安装前涂防锈底漆一遍,安装完毕涂防锈中漆一遍,防锈面漆一遍。
- 焊缝处进行焊缝质量检测,如有不合格焊缝,进行返修。
8. 全面检查与交接
- 全面检查:
- 对焊接质量、安装精度进行全面检查,确保符合设计要求。
- 清理施工现场,确保工完场清。
- 交接:
- 与电梯安装队伍进行交接,确保各项设施、成品、半成品得到妥善保护。
- 制定详尽的工序交接制度,将成品保护责任落实到人。
9. 安全文明施工
- 安全措施:
- 使用的原材料技术性能、强度、品种必须符合规范要求,并有出厂合格证。
- 开工前,对各施工操作人员进行安全和技术交底。
- 现场配备灭火器,乙炔、氧气的存放必须满足安全距离要求。
- 墙体钻孔严禁破坏主体结构钢筋。
- 加强与其他专业队伍施工的协调工作。
- 特种作业人员必须持证上岗。
- 电梯安装前,每层门洞口设置1.2米的保护围挡,并保证足够的强度。
- 文明施工:
- 现场严格按消防要求配备灭火器。
- 施工过程严格做到工完场清,按规范要求做好现场的安全文明施工措施。
- 对全体操作人员进行成品保护教育,并在施工现场张贴宣传标语。
通过以上步骤,可以确保电梯钢结构施工的质量和安全,缩短施工周期,提高施工效率。
电梯钢结构施工中的质量控制要点
电梯钢结构施工的安全防护措施
电梯钢结构施工的环保节能策略
电梯钢结构施工的技术难点解析