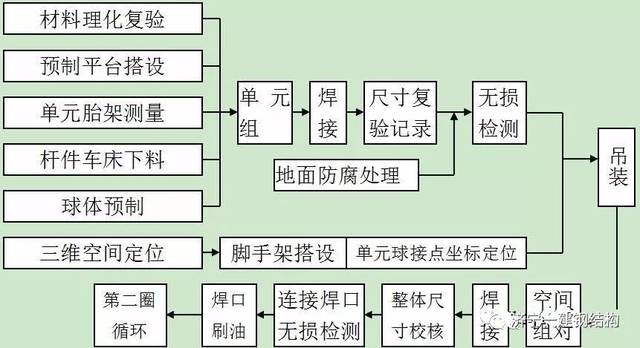
网架施工的一般工艺流程包括:准备阶段、设计阶段、制作阶段和安装阶段。在准备阶段,需要对施工现场进行勘查,确定施工方案,并进行技术交底。在设计阶段,需要完成网架的设计图纸和技术文件,并进行设计变更和审查。在制作阶段,需要按照设计图纸和技术文件进行网架的制作和组装。在安装阶段,需要进行网架的吊装、焊接和调整等工序,并确保网架的稳定性和安全性。还需要进行成本控制技巧,如优化施工方案、合理选择材料和设备、加强现场管理等措施来降低成本。
网架施工一般工艺流程
一、施工前的准备工作
- 确定结构形式和布置尺寸:根据设计要求,明确网架的结构形式(如螺栓球网架等)以及各部分的布置尺寸,这是后续施工的基础依据。
- 场地清理:检查并清除钢网架安装场地表面的障碍物及浮灰等杂物,确保施工场地干净整洁,以便后续施工操作顺利进行。
- 测量放线:精确地进行测量放线工作,为网架的准确安装定位提供基准线,这一环节的精度会影响整个网架的安装质量。
- 材料和机具准备
- 材料检验:对钢材等施工材料进行质量检查验收,合格后方可用于构件加工,包括检查钢材的规格、型号、质量证明文件等内容,这有助于确保网架结构的安全性和稳定性。
- 施工机具准备:准备好施工所需的各种机具设备,如电焊机、起重机等,并确保其性能良好、数量足够,以满足施工需求。
- 劳动力安排:合理安排施工人员,明确各人员的岗位职责,确保施工过程中各项工作都有专人负责,例如安排焊工、安装工人、架子工等不同工种的人员。
二、网架制作(若在工厂制作部分构件)
- 杆件下料:按照设计要求对杆件进行切割下料,要保证下料尺寸的精度,避免因尺寸偏差影响后续的组装工作。
- 杆件焊接:对杆件进行焊接操作,这是网架制作的关键工序,焊接质量直接关系到网架的整体强度和稳定性。在焊接过程中,需要控制焊接工艺参数,如焊接电流、电压、焊接速度等,确保焊接质量符合标准要求。
- 拉力实验:在网架制作以前先进行拉力实验,检验网架加工是否合格,是鉴定网架本身质量是否合格的重要指标。如果拉力实验不合格,需要查找原因,可能是焊接质量、封板、锥头质量或者钢管质量不合格等因素导致的。
- 杆件标识:对加工好的杆件进行标识,注明杆件的型号、规格、位置等信息,方便后续的分类打包和网架安装工作,避免杆件混淆和安装错误。
- 半成品的分类和清点:将制作好的半成品杆件按照类型、规格等进行分类打包成捆,同时进行清点,确保杆件数量准确无误,这有助于提高网架安装的效率。
三、网架安装
- 脚手架搭设(若采用)
- 立杆安装:如采用打入式立杆,按设计的间距和标高位置打孔,用膨胀螺栓将立杆固定于地面或柱上。
- 脚手板铺设和连接:在立杆下铺设脚手板(木跳板),并用钢管扣件连接牢固,每跨不少于2个;当有双层或多层时,应按规定设置剪刀撑;当有斜向支撑时,设置横向水平支撑,以确保脚手架的整体稳定性。
- 安装方法
- 高空散装法
- 特点:是最基本最简单的安装方法,但比较费料,成本较高,且经常涉及高空作业,施工速度不高,一般在不具备整体吊装的条件下选用。
- 操作过程:需要搭设满堂脚手架,然后将杆件和节点逐件在高空进行拼装。
- 整体吊装法
- 重点:重点在于吊装方法及吊点的选择上,对吊车及钢丝绳必须做好校核工作,以防止施工过程中出现吊装事故。
- 操作过程:使用吊车等起重设备将在地面组装好的网架整体吊起,安装到设计位置。
- 高空滑移法施工
- 操作过程:在地面把网架组合成200 - 300Kg的一个小组合件(一般4根杆和一个螺栓球),利用垂直运输机械吊至网架的安装部位,施工人员在空中将组合件固定到安装部位;施工过程中不搭设脚手架,施工人员利用已经拼装完毕的网架,从一端向另一端推进。
- 高空散装法
四、焊接与防腐处理
- 焊接处处理:对焊接处进行除锈、刷防锈漆等处理,防止焊接部位生锈腐蚀,延长网架的使用寿命。
- 整体防腐:对整个网架结构进行防腐处理,可根据实际需求选择合适的防腐涂料和防腐工艺,确保网架结构的防腐性能。
五、其他部件的安装与连接
- 绑扎丝杠螺母及横梁系缆绳等部件的吊装:按照设计要求将钢丝绳穿过扣件固定在横梁上;吊装时应防止碰撞到预埋件或其他物体。
六、调整校正与检验验收
- 调整校正:对安装好的网架进行调整校正,包括网架的位置、标高、杆件的垂直度和平整度等方面的调整,确保网架结构符合设计要求。
- 检验验收:按照相关标准和规范对网架施工质量进行检验验收,检查内容包括网架的结构尺寸、焊接质量、防腐质量、安装精度等方面,只有验收合格的网架才能投入使用。
七、清理作业现场
- 清理工作:在施工完成后,清理作业现场,包括拆除脚手架(若有)、清理剩余材料、垃圾等,使施工现场恢复整洁。

网架施工中常见质量问题
网架结构安全检测方法
网架施工环境保护措施
网架施工成本控制技巧