起重机钢结构制造工艺是确保起重机结构稳定性和承载能力的关键步骤。这一工艺涵盖了多种技术和方法,包括材料选择、切割、焊接、组装和检验等环节。在材料选择上,通常使用高强度钢材如Q345B,以确保结构的耐用性和可靠性。切割工艺则采用数控火焰切割或等离子切割技术,以精确控制尺寸和形状。焊接过程中,采用埋弧焊、气体保护焊等方法,保证焊缝的质量和强度。组装阶段,通过精密定位和机械臂操作,将各部件准确安装。通过无损检测和疲劳测试等方法对成品进行严格检验,确保其安全性和性能满足标准。
起重机钢结构制造工艺涉及多个方面,包括材料选择、加工方法、焊接技术、质量检测等。以下是起重机钢结构制造工艺的主要内容:
1. 材料选择
- 母材选择:选择可焊性强的母材,确保大型起重机钢结构焊接与制造的顺利进行。母材的选择需考虑焊缝区的重要性,防止焊接制造时出现裂缝。
- 焊接材料:严格控制焊条、焊丝的质量,确保焊接的实践性和效益。
2. 材料预处理
- 原材料装卸与转移:使用专用吊具,如吊梁的专用吊卡、夹钳、板钩或磁铁。
- 表面处理:表面处理完毕后立即喷刷薄层硅酸锌防锈底漆,禁止使用在气割与焊接过程中会释放有害气体的防锈油漆。
- 钢板矫平:小吨位起重机主梁用钢板优先选用卷板,卷板在开卷矫平机上矫平。
- 型材矫直:1m直线度大于1mm的型材必须进行矫直处理。
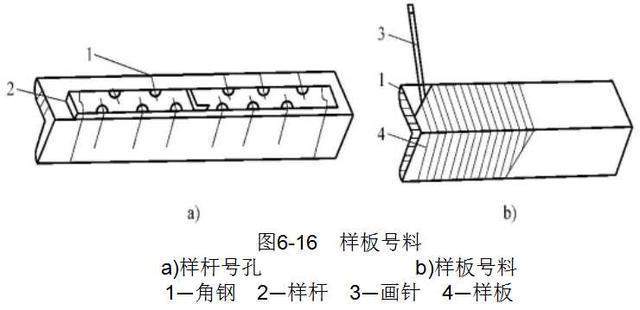
3. 下料工艺
- 下料方法:根据钢板厚度选择不同的下料方法,如剪床、气割法、数控或半自动切割机等。
- 下料尺寸:钢板下料尺寸只允许正偏差,一般情况下,钢板与型材的下料尺寸比设计尺寸大1~2mm,以抵消焊接收缩量。
4. 拼接与焊接
- 拼接平台:拼接钢板必须在校正合格的金属工作平台面上进行。
- 焊接方法:拼接钢板一般采用自动埋弧焊,根据板厚选择不同的焊接坡口和焊接方式。
- 焊接顺序:拼接钢板必须先拼接宽度,然后再拼接长度。
- 焊接变形控制:为防止对接板件焊后角变形,可在待焊接口下面加上一定厚度的长形反变形垫板。
5. 质量检测
- 外观检验:正面焊缝完成,外观检验合格后才能翻身焊接反面焊缝。
- 变形矫正:对接焊缝的角变形可用多辊平板矫正机整形或用重砣对其进行反向重力静压整形。
- 检测方法:包括结构及焊接质量的检测,确保符合设计要求。
6. 特殊工艺
- 大型起重机:对于600吨及以上的龙门吊,建造方法采用分段预制、分段运输、整体就位安装。主梁为双梁结构,分20段进行车间预制,最后现场就位拼装。
- 焊接变形控制:通过理论分析和试验,得出一套适合600吨龙门吊焊接的焊接工艺和焊接变形控制措施。
7. 应用实例
- 书籍参考:《起重机钢结构制造工艺》一书详细介绍了起重机钢结构制造的基本理论、主梁桥架变形规律理论计算及控制变形方法,并提供了具体的制造实例。
通过以上各个方面的综合应用,可以确保起重机钢结构的制造质量和可靠性。
起重机钢结构焊接变形控制技巧
起重机钢结构制造质量检测标准
起重机钢结构材料选择指南
大型起重机分段预制技术流程