工字钢梁施工方法主要包括**选择合适的工字钢、确保结构稳定性和均匀受力、使用U型螺栓和扣板组拼等步骤**。具体分析如下:,,1. **选择合适的工字钢**:工字钢的选择需根据工程需求,考虑承载能力及长度等因素。通常采用高度为60cm、宽20cm的H型工字钢,这种尺寸适合大部分建筑需求。,,2. **确保结构稳定性和均匀受力**:为了确保工字钢梁的稳定性和均匀受力,需在纵梁两端设置短枕木或短钢轨,并用木枋打紧底部,并焊接钢板以增强连接。每1.5~2m用U型螺栓进行箍紧,必要时增加钢板焊接加强。,,3. **使用U型螺栓和扣板组拼**:工字钢梁结构中,纵梁长12m,计算跨度11.6m,两片纵梁由4根型钢单层并列组成。横梁间距1.2~1.5m,横梁为双根或三根一束时,计算跨度不大于9.0m或11.0m。通过U型螺栓及扣板组拼成整体束梁,增强整体性。,,4. **加强整体性和连接方式**:为加强钢束梁的整体性,在每束纵梁内设5组拉杆,并通过拉杆和局部硬木填块拧紧拉杆螺母,将4根型钢联结成整体束梁。这种方法可以有效地提升结构的稳固性和承载力。,,工字钢梁施工是一个系统而复杂的过程,需要综合考虑材料选择、结构设计、施工工艺和质量控制等多个方面。正确的施工方法和严格的质量控制是确保桥梁安全、稳定和持久的关键。
工字钢做梁的方法
工字钢是一种常用的建筑材料,因其优异的力学性能和经济性,被广泛应用于各种结构中。以下是使用工字钢做梁的常见方法:
1. 选择适当的工字钢
- 规格和长度:根据具体需要和实际情况选择合适的工字钢规格和长度。这需要考虑梁的跨度、荷载和其他设计要求。可以在铁厂或建材市场购买所需规格的工字钢。
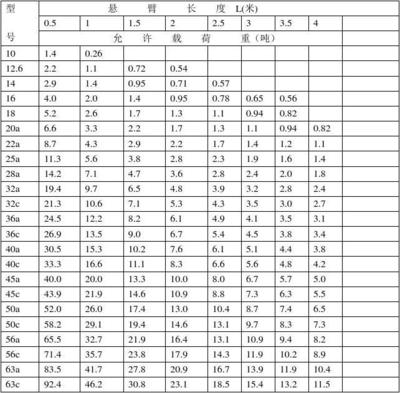
- 计算承载能力:根据工字钢的规格和长度计算其截面面积、惯性矩、截面模量等参数,以确保其能够满足设计要求。
2. 标记和切割
- 找中心线:在工字钢上找到中心线,并做好标记。这有助于后续的安装和固定。
- 切割:根据需要将工字钢切割成合适的长度。在工字钢两端留出一定长度作为支撑。
3. 安装和固定
- 放置工字钢:将工字钢放在支撑物上,确保其水平或倾斜角度符合设计要求。
- 预钻孔:通过预先钻孔的方式,可以避免在钻孔时将工字钢损坏。在确定的位置使用钻头进行预钻孔,确保孔位的大小和位置符合要求。
- 固定:使用螺栓或其他固定装置将工字钢固定在支撑物上。确保固定牢固,防止松动。
4. 焊接
- 焊接顺序:焊接时,应按照先纵后横的顺序进行焊接,同时对边角的焊接也应加以注意,防止因焊接不合理而造成的返工。
- 焊接方式:不同的部位选择不同的焊接方式。例如,对加强劲板和腹板进行焊接时,通常采用对称焊,以提高焊接质量。
- 焊接质量:焊工和无损检测人员必须通过考试并取得资格证书,且只能从事资格证书认定范围内的工作。焊接前必须彻底清除待焊区域内的有害物,焊接后应清理焊缝表面熔渣及两侧飞溅物。
5. 防腐处理
- 防腐涂层:在钢梁上进行防腐涂层的施工,防止钢梁受到雨水的侵蚀而出现锈迹,影响到钢梁的质量。
- 表面处理:在喷涂油漆或电弧喷铝前,必须进行二次除锈和除尘处理,确保表面清洁。
- 油漆要求:底漆、中间漆要求平整、均匀,漆膜无气泡、裂纹、无严重流挂、脱落、漏涂,面漆颜色与比色卡一致。
- 油漆厚度:油漆厚度应符合设计要求,确保防腐效果。
6. 抗剪栓钉
- 焊前准备:放线、抽检栓钉及瓷环,烘干。潮湿环境下焊件也需要烘干。
- 焊前试验:每天正式施焊前做两个试件,弯45°检查合格后,方可正式施焊。
- 工艺参数:必须对不同材质、不同规格、不同厂家、不同批号生产的栓钉,采用不同型号的焊机及焊枪进行严格的与现场同条件的工艺参数试验。
- 焊接要求:经以上工艺试验合格的工艺参数,方可在工程中使用。
注意事项
- 承重能力:工字钢的承重能力有限,特别是质量较差的工字钢。在选择工字钢时,应通过正规渠道购买正品,确保其质量和安全性。
- 稳定性:工字钢的稳定性较差,建议在使用前进行详细的计算和评估,确保其能够满足设计要求。
- 安全性:为了安全起见,建议在工字钢梁上浇筑混凝土,增加其稳定性和承重能力。
- 专业咨询:在设计和施工过程中,建议咨询专业工程师,确保梁的合理性和安全性。
通过以上步骤,可以有效地使用工字钢制作梁,确保其在建筑结构中的安全性和可靠性。
工字钢梁的稳定性计算方法
工字钢梁防腐涂层材料选择
工字钢梁安装后的维护措施
工字钢梁焊接质量检测标准